1
粗糙度的概念

高端课程,短期培训,快速掌握,高薪就业 15年专注数控技术培训,引领工业智能化就业新风潮
全国报名热线:
0531-85708996
1
粗糙度的概念
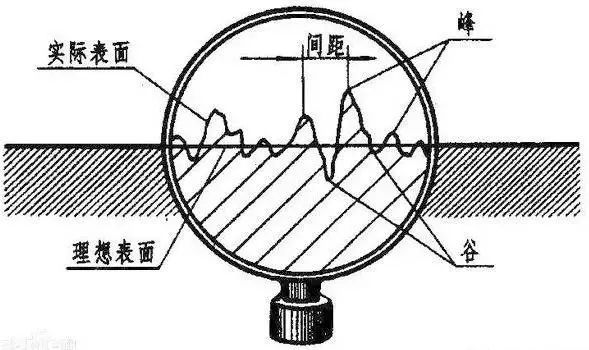
零件经过加工后,由于刀具、积屑瘤和鳞刺等给工件表面造成或大或小的波峰与波谷。这些峰谷的高低程度很小,通常只有放大才能看见。这种微观几何形状特征,称为表面粗糙度。
2
粗糙度的评定参数
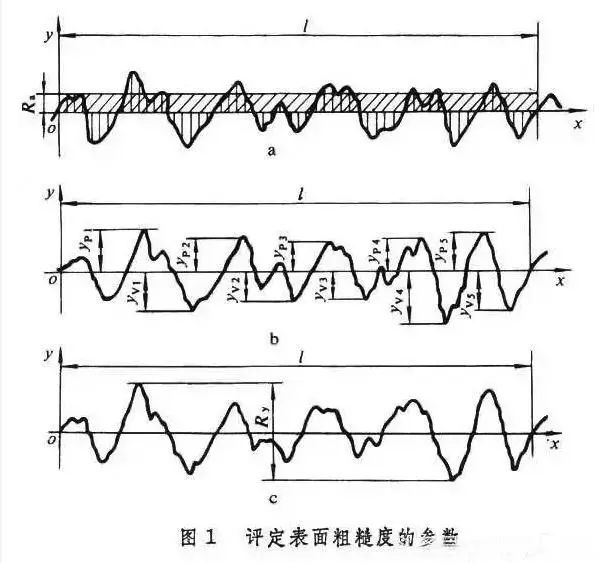
轮廓算术平均偏差Ra:在取样长度L内轮廓偏距绝对值的算术平均值
微观不平度十点高度Rz:在取样长度l内5个最大的轮廓峰高的平均值与 5个最大的轮廓谷深的平均值之和
轮廓最大高度Ry:在取样长度L内轮廓峰顶线与轮廓谷底线之间的距离
3
粗糙度的测量和标注
用电子仪器或光学仪器测量出Ra、Rz和Ry的数值即可定量评定表面粗糙度。在实际生产中,经常凭人的视觉和触感并用样块与被加工表面相比较来鉴定其粗糙度。
标注方法:在零件图上用符号标注加工表面的特征。为基本符号,单独使用这一符号是没有意义的,加注参数值时表示表面可用任何方法获得。
4
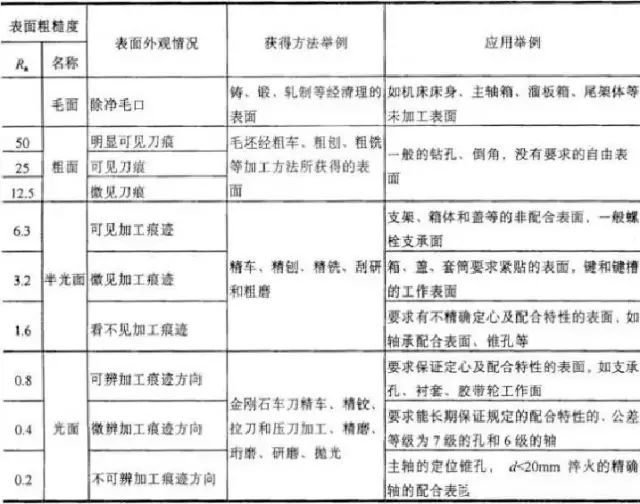
各种机械加工工艺获得粗糙度等级
5
表面粗糙度对机械零件使用性能的影响
表面粗糙度对零件质量有很大的影响,主要集中在对零件的耐磨性、配合性质、抗疲劳强度、工件精度及抗腐蚀性上。
5.1、对摩擦和磨损的影响。表面粗糙度对零件磨损的影响,主要体现在峰顶与峰顶上,两个零件相互接触,实际上是部分峰顶的接触,接触处压强很高,能使材料产生塑形流动。表面越粗糙,磨损越严重。
5 .2 对配合性质的影响。两构件配合,无非两种形式,过盈配合和间隙配合。对于过盈配合,由于在装配时,表面的峰顶被挤平,致使过盈量减小,降低了构件的连接强度;对于间隙配合,随着峰顶不断被磨平,其间隙程度会变大。因此,表面粗糙度影响配合性质的稳定性。
5 .3 对抗疲劳强度的影响。零件表面越粗糙,凹痕越深,波谷的曲率半径也越小,对应力集中越敏感。因此,零件表面粗糙度越大,其应力集中越敏感,其承受抗疲劳强就越低。
5.4 对抗腐蚀性的影响。零件的表面粗糙越大,即其波谷就越深。这样,灰尘、变质的润滑油、酸性的和碱性的腐蚀性物质就容易积存在这些凹谷处,并渗透到材料的里层,加剧零件的腐蚀。因此,降低表面粗糙度,可以增强零件的抗腐蚀性。
6
提升表面光洁度的方法
增加相应的工艺:增加抛光、磨削、刮研、滚压等工序,不仅能提高光洁度还能提升精度;另外国内外都有的超声滚压技术结合金属塑性流动性,区别于传统滚压的冷作硬化,能提升粗糙度2-3个等级,还有改善材料综合性能特点。
超声滚压——网络配图
原有工艺上的改进:
6.1 合理选择切削速度。切削速度V 是影响表面粗糙度的一个重要因素。加工塑性材料,如中、低碳钢时,较低的切削速度易产生鳞刺,中速易形成积屑瘤,这会增大粗糙度。避开这个速度区域,表面粗糙度值会减小。所以不断地创造条件以提高切削速度,一直是提高工艺水平的重要方向。
6.2 合理选择进给量。进给量的大小直接影响工件的表面粗糙度,一般情况下,进给量越小,表面粗糙度就越小,工件表面越光洁。
6.3 合理选择刀具几何参数。前角和后角。增大前角,能使材料被切削时挤压变形和摩擦减小,也使总切削抗力减小,利于排屑。当前角一定时,后角越大,切削刃钝圆半径越小,刀刃越锋利;此外,还能减小后刀面与已加工表面和过渡表面的摩擦和挤压,有利于减小表面粗糙度值。增大刀尖圆弧半径r,可使其表面粗糙度值减小;减少刀具的副偏角Kr,也可使其表面粗糙度值减小。
6.4 选择合适的刀具材料。应选择导热性能好的刀具,以便及时传递切削热,降低切削区塑形变形。此外,刀具应具有良好的化学性能,防止刀具与被加工材料产生亲和作用,亲和力过大时,极易产生积屑瘤和鳞刺,造成表面粗糙度过大。如在其表层涂硬质合金或陶瓷材料,切削时时,刀面上形成氧化保护膜,它能降低与加工表面间的摩擦系数,故有利于提高表面光洁度。
6.5 改善工件材料的性能。材料的韧性决定着其塑性,韧性好其塑性变形的可能性就大,机械加工时,零件表面粗糙度就越大。
6.6 选择合适的切削液。正确选用切削液能显著地减小表面粗糙度。切削液具有冷却、润滑、排屑与清洗作用。可以减小工件、刀具和切屑之间的摩擦,带走大量的切削热,降低切削区温度,及时排掉细小切屑。