

车刀的刃磨的方法
1、手工刃磨车刀的前角和后角
手工刃磨前角如图1a所示。车刀前刀面贴向砂轮,根据车刀前角的大小缓缓进给,纵向匀推,逐步磨出所需要的前角。
手工刃磨后角如图1b所示。手握紧并扶正刀杆,根据后角大小,使车刀后刀面贴向砂轮端面,作均匀的往复运动,就可以磨出需要的后角了。
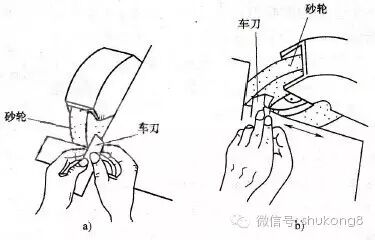
图1 手工刃磨车刀
a)刃磨前角b)刃磨后角
2、万能工具磨床上刃磨车刀
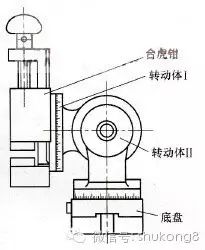
万能工具磨床上刃磨车刀时使用可倾台虎钳(图2)作为夹具。可倾台虎钳安装在转动体Ⅰ上,使用中通过转动体Ⅰ和转动体Ⅱ进行各种方向的转动。可将可倾台虎钳调整到所需要位置。
图2 可倾台虎钳
刃磨车刀前角时,通过可倾台虎钳夹住车刀杆(图3a),根据前角数值调整可倾台虎钳的转动角度,使车刀的前刀面贴向砂轮端面,磨床作纵向往复运动,就可以磨出前角了。
在万能工具磨床上刃磨车刀后角(图3b)时,按照后角角度数调整可倾台虎钳的位置,并使车刀的后刀面贴向砂轮,刃磨方法与磨前角基本相同。
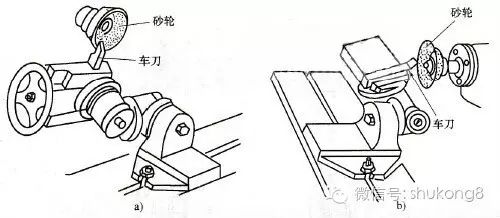
图3 工具磨床上刃磨车刀
a)刃磨前角b)刃磨后角
3、使用专用装置磨车刀
成批刃磨车刀时,还可以在万能工具磨床上使用专用装置。
(1)刃磨车刀后角专用装置
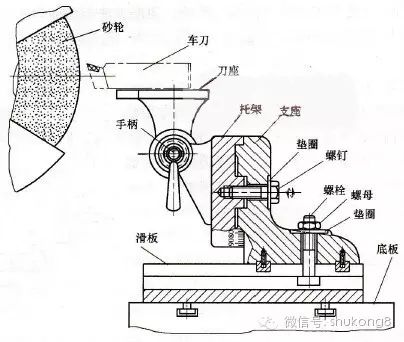
专用装置有多种形式。图4所示是自制的刃磨车刀后角的专用磨刀架,使用时将底板安装在外圆磨床或工具磨床上,可刃磨车刀不同角度的后角。滑板用内六角螺钉(图中未画出)固定在底板上,松开内六角螺钉,滑板就可在底板上作纵向移动。支座用螺栓和螺母垫圈紧固在滑板上,并可在滑板上作横向移动。托架跟支座配合,并用螺钉和垫圈紧固,托架上刻有度数。刀座固定在托架上。车刀用砂轮侧面刃磨后角时,可松开螺钉,扳转托架进行调节。车刀用砂轮外圆刃磨后角时,可松开手柄扳转刀座进行调节。
图4 刃磨车刀后角专用装置
(2)刃磨车刀R圆弧车刀专用装置
磨削R圆弧形车刀或成形样板,如R球面车刀、O形密封圈压模车刀、半圆弧样板等,可在万能工具磨床上使用以下专用装置。图5所示主要用来磨削R<500mm的凹圆弧面车刀。螺钉14、螺母9将定位块15与摆杆6紧固在一起,装好被磨的车刀10,并有足够的磨削余量。轴4装入锥轴1孔内,用紧定螺钉5锁紧。然后,再将锥轴1装入万能工具磨床的万能夹头锥孔内,用手使摆杆6绕锥轴1轴心摆动,即可进行磨削R。由于轴4中心线就是万能工具磨床万能夹头锥孔的中心位置,所以,使用时,松开紧定螺钉5,让轴4伸出,就能确定定位块15的位置,从而确定被磨削刀具的圆弧半径。
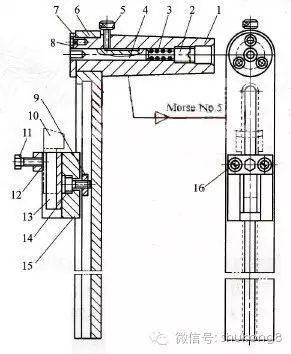
图5 磨削大凹圆弧面车刀专用装置
1-锥轴2-螺塞3-压缩弹簧4-轴5-紧定螺钉6-摆杆7-挡板8、11、14、16-螺钉9-螺母10-R成形刀(工件)12-盖板13-垫铁15-定位块
轴4外圆用来测量凸R圆弧尺寸,内孔用来测量凹R圆弧尺寸。为测量计算方便,轴4的内外圆均采用偶数尺寸。更换不同槽宽尺寸的垫铁13,可以装夹刀柄尺寸不同的R圆弧刀具。
若以摆杆6的摆动中心为零点,在摆杆上刻有长度尺寸或安装刻度尺,确定被磨工件的装夹位置就更方便了。使用该装置还可刃磨刀具的前后角度。
图6所示夹具主要用来磨削凸的小R圆弧车刀,即磨削带柄的R为小于1mm(或大于1mm左右)的刀具。使用时,将基体1的ΦD圆柱体装夹在万能工具磨床的万能夹头的卡盘上,被磨R刀具的刀柄装在滑板6的定位槽内,转动万能夹头粗磨R面。测量R尺寸,确定精磨余量。旋转螺杆4,调好所需位置,用螺钉10锁紧,再精磨,即可加工出精确的R圆弧刃及其前后角。
图6 磨削小凸圆弧面车刀专用装置
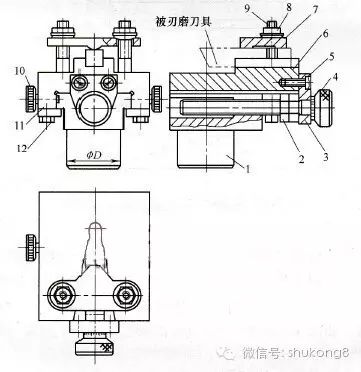
1-基体2、8-螺母3-支板4-螺杆5、10、12-螺钉6-滑板7-压板9-螺栓11-导板
用螺杆4调节滑板6对基体1的ΦD圆柱轴心线的相对位置,能磨削R尺寸不同的圆弧面。若将ΦD圆柱体改制成锥轴与万能工具磨床的万能夹头锥孔相配,使用时就更方便了。
--- THE END ---
更多详情,请打电话给我们
咨询电话:400-091-9317




最新产品
同类文章排行
- 懂不懂CNC,看了这个才能吹!
- 加工精度知识大全,整理的太全了,速收藏~
- 牢记这20个机械设计知识点,减少犯错几率!
- 智能工厂的下一步是什么?展望工业5.0
- 数控刀具材料及选用大全,再也不用盲目选刀了!
- 在普通立式铣床上加工链轮齿面
- 大学生学习机械专业能干啥
- 数控加工过程中减少铝件加工变形的方法大全!
- 从事数控加工看铁屑颜色,你会判断切削温度吗?
- 机械加工基本常识,不懂你就别干了!
最新资讯文章
您的浏览历史
