

西门子S7-1500PLC与喷涂机器人具体应用案例
行业前沿、机械视频,数控加工技术、3D打印、工业机器人、生产工艺、模具、机床、等前沿资讯在这里等你哦!
本文介绍了西门子S7-1500PLC在喷涂机器人及悬挂行走机构总控系统中的应用;从软硬件设计方面,并结合现场调试实例,叙述了对关键功能的成功实现。
近年来,机器人自动化喷涂系统因其具有重复精度高、涂装质量好、可靠性好、适用性强、效率高等众多优点,已广泛应用于汽车等工业领域。而目前航空产品制造过程仍旧是劳动密集、工序繁复、工况恶劣、辅以大量工装夹具并以手工制造为主,自动化生产能力不足。在国家提出十三五规划,大力发展智能制造2025的时代大背景下,中航工业复合材料制造所高瞻远瞩,率先在喷涂领域采用机器人进行自动化生产,加快了企业生产模式转型升级,提高了装备先进制造能力。
本项目采用的是一台可移动的悬挂式喷涂6轴机器人,它安装在3自由度直角坐标变位天车上,可以在喷房范围内(喷漆房内尺寸:L30m×W9m×6.5m)进行前后、左右、上下及旋转等多个自由度的运动,机器人的手臂上带有一支喷枪,能实现对大型复合材料工件外表面涂装涂层的喷涂作业。
悬挂式机器人喷涂系统由总控系统、天车系统(悬挂行走机构)、机器人系统、智能供漆系统以及视频监控系统组成,系统网络图如图1所示:
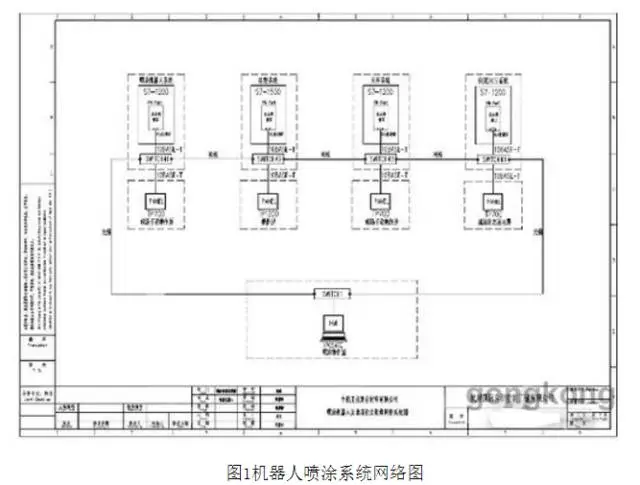
天车系统包括:1套纵走机构(X轴)、1套横走机构(Y轴)、1套升降机构(Z轴)和电气伺服驱动系统,还有用于维修和检测的走台等附属设施。如图2所示:

智能供漆系统由虹吸管、隔膜泵、物料罐、过滤器、2KS、调压器、空打保护器等组成一套完整的供漆系统,是喷涂系统的重要组成部分,其承担着从原料供应到原料调节预混配比等重要的作用,是执行机构的必要前提。物料包含油漆、固化剂和清洗剂。
项目选用的是史陶比尔(Staubli)TX250系列6轴机器人,也是最新款的机器人。
整个机器人系统由3个部件组成,包括控制器CS8C、机械手臂(Arm)以及手动示教盒(Manualcontrolpendant,MCP)。

此套系统的总控系统控制器采用西门子S7-1500PLC作为主控制器。
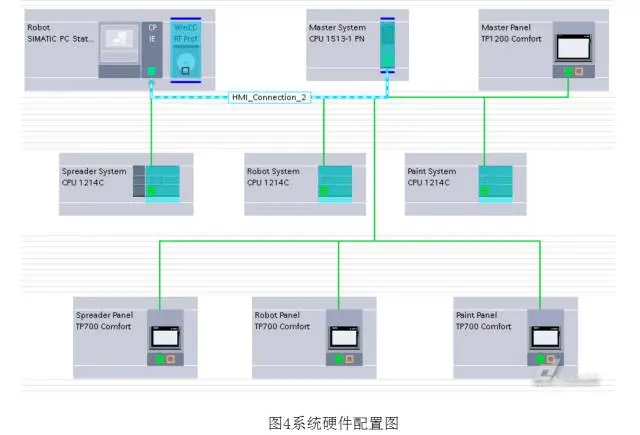
WinCCProfessionalV13SP1作为上位机操作画面,TP1200作为操作面板,天车、机器人和供漆系统分别采用S7-1200作为控制器。S7-1500总控系统通过PROFINET总线与喷涂机器人系统、供漆系统和悬挂行走系统通讯,完成系统整体控制,实现对系统运行状态的实时监控及操作,保证对整个工件的连续喷涂。控制系统架构如图4所示,主控系统硬件设备表单,如下表1所示。

悬挂式机器人喷涂系统可以实现对天车系统和机器人喷涂系统的单独进行操作。在现场天车可以通过操作屏TP700进行操作,分别对X、Y和Z轴伺服电机进行上电、零点校准、绝对定位等。
供漆系统的现场屏TP700可以显示油漆液位、清洗剂液位、固化剂液位、管路压力、电磁阀状态、流体调压器状态、2KS系统各种油漆的自动配比情况、气动泵以及防空打保护器等。
机器人系统的现场屏TP700显示X、Y、Z、RX、RY、RZ六轴移动情况。现场示教盒可对机器人进行离线轨迹规划等。
总控制系统包括现场控制系统和远程控制系统两套组成。现场控制系统能通过总线与机器人系统、悬挂行走系统和供漆系统通讯,完成系统整体控制,对整个工件的连续喷涂;远程控制系统主要实现对系统运行状态的实时监控及操作。
总控制系统能够对分系统进行控制及状态显示。可对供漆系统自动进行换色、加料、清洗等操作。可对悬挂行走机构运动过程中产生的误差进行修正。
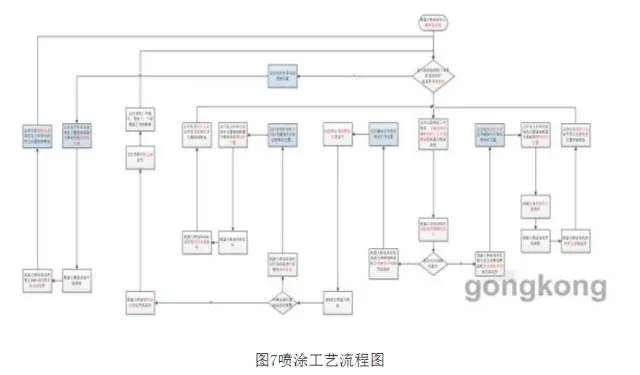
悬挂式机器人喷涂系统喷涂工艺流程如下:
首先天车系统、供漆系统和喷涂系统准备就绪,工件进入指定位置,并定位→
按上述程序分别喷涂工件3号区域,4号区域……n号区域,直至完成工件的全部喷涂任务→机器人回零位(HOME点),天车回到原始位置,工件下线。
为了完成对整个工件的连续喷涂,直至天车回到原始位置,总控的S7-1500控制器作为整个系统最为关键的核心部件,协调控制天车和机器人系统的工作。手动示教调试机器人程序时,要把工件在每个区域的天车X、Y、Z坐标值、机器人的轨迹号要手动记录下来,通过在总控的操作屏TP1200或者在中控的工控机上输入,存入总控S7-1500PLC的数据块里,系统自动运行时,再自动一步一步按照工艺顺序调用已经存入的数据。
由于工件种类多,不同工件划分的区域大小是不一样的,而且每个区域是多个数值,存储数据的DB块是数据的嵌套,即为多重数组,所以DB块的大小要开辟足够大,才能满足生产要求。总控若选择普通的S7-300/400PLC用STEP7编程方式实现数据的存储和读取有一定的困难,故选择S7-1500PLC采用TIA博途的SCL编程方式实现此功能,更加方便和容易。下面介绍实现过程。
工件工艺数据表的建立过程:
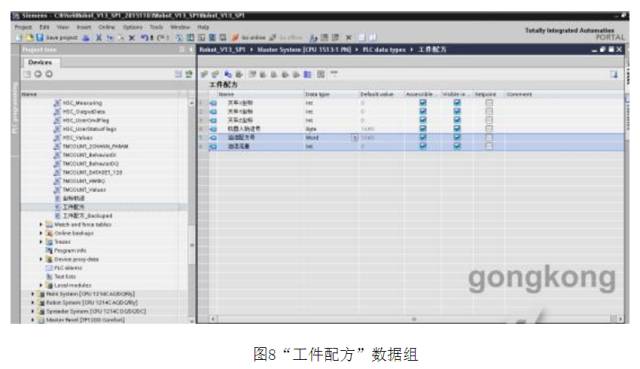
(1)在TIA博途V13SP1编程软件下,添加一个新的“PLCdatatypes”(相当于Step7里建立的用户自定义DB块),命名为“工件配方”,在里面添加“天车X坐标”(定义为整数数据类型)、“天车Y坐标”(定义为整数数据类型)、“天车Z坐标”(定义为整数数据类型)和“机器人轨迹号”(定义为字节数据类型),外加两个备用数据,防止以后客户提出增加新功能时用,“油漆配方号”(定义为Word数据类型)和“油漆流量”(定义为整数数据类型),现在这两个数据是在画面上直接输入,供漆系统直接接收的。
(2)在博途的程序文件下添加全局类型的DB块,数据号为8,名称为“工件工艺表1”,打开该数据块,在里面添加名称为“工件数据”,数据类型是以上面建立的数组“工件配方”的为类型,范围是1到200的数组,如图9所示,数据组展开后如图10所示。并且把“Retain”掉电保持的选项勾选上。
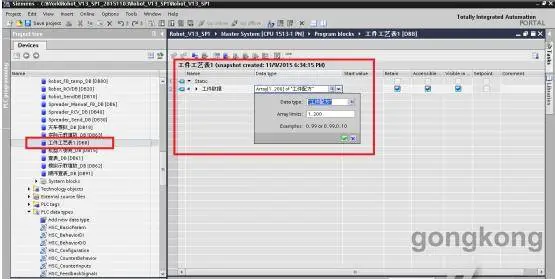
图9“工件工艺表1”数据组建立
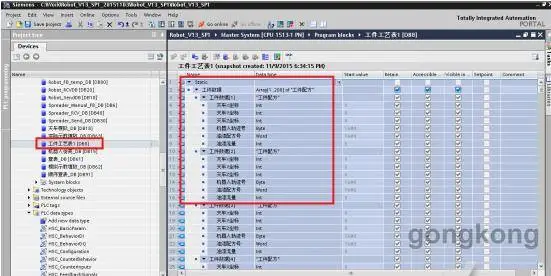
图10“工件工艺表1”数据组展开
(3)实际示教填表SCL程序的编写:在博途的程序文件下添加函数功能块FB63,定义输入输出接口,X轴位置、Y轴位置、Z轴位置、机器人路径号、油漆编号、最大工件号及HMI存数确认、计数指针等参数。接口参数如图11所示:

图11实际示教填数接口参数
FB63主要程序编写如下:
IF#HMI确认脉冲=1AND#计数指针<=#最大工件号then
//从触摸屏即子程序的IN口输入数值放到DB工艺工件表中
“工件工艺表1”.工件数据[#计数指针].天车X坐标:=#X轴位置;
“工件工艺表1”.工件数据[#计数指针].天车Z坐标:=#Z轴位置;
“工件工艺表1”.工件数据[#计数指针].机器人轨迹号:=#机器人路径号;
“工件工艺表1”.工件数据[#计数指针].油漆配方号:=#油漆编号;
#计数指针:=计数指针+1;
//每次输入完一个数组后,指针加1,指向下一个位置
END_IF;
下面是其中一个大机翼示教的数据表,17个定点喷涂,才能完成整个零件的喷涂。
序号X轴坐标值Y轴坐标值Z轴坐标值机器人轨迹号

注:X/Y/Z的单位是mm
表2大机翼示教数据表
自动时多重数组的读取过程:
这个过程比较复杂,涉及到把存储在“工件工艺表1”数组DB8里的每一组数据读出来,然后把X轴位置、Y轴位置和Z轴位置通过PROFINET通讯传给天车系统的S7-1200PLC,把机器人轨迹号通过PROFINET通讯传给机器人系统的S7-1200PLC。根据悬挂式机器人喷涂系统喷涂工艺流程顺序执行。
自动读取工件工艺表SCL程序的编写:在博途的程序文件下添函数功能块FB91,定义输入输出接口。接口参数如图12所示:
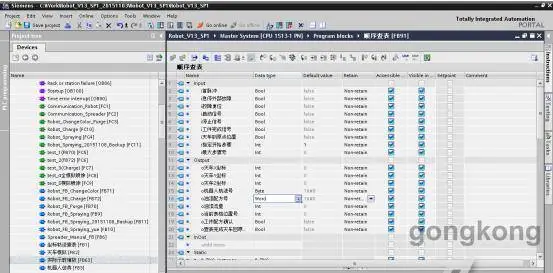
图12自动读取工件工艺表接口参数
FB91部分程序编写如下:
IF#启动信号脉冲=1AND首步骤=0THEN
#o天车X坐标:=“工件工艺表1”.工件数据[#i指定开始步骤].天车X坐标;
#o天车Y坐标:=“工件工艺表1”.工件数据[#i指定开始步骤].天车Y坐标;
#o天车Z坐标:=“工件工艺表1”.工件数据[#i指定开始步骤].天车Z坐标;
#o机器人轨迹号:=“工件工艺表1”.工件数据[#i指定开始步骤].机器人轨迹号;
#o油漆配方号:=“工件工艺表1”.工件数据[#i指定开始步骤].油漆配方号;
#i指定开始步骤:=1;
#计数指针:=#i指定开始步骤;
#o查表完成天车回原点:=0;
END_IF;
本次项目使用西门子S7-1500PLC与TIA博途软件,S7-SCL语言在编程过程中得到大量的应用,相对于西门子PLC的其它类型编程语言而言,SCL在多重数组数据处理中优势明显,要求循环使用的控制任务更方便,不仅程序量小,而且不易出错,调试周期大大缩短,总体来说,采用S7-1500系列PLC在项目开发进程中,缩短了设计和调试周期,改进了设备调试的方法和效率,是工业装备研发制造的一大利器。
济南数控模具科技研究所新媒体中心出品
End
济南数控模具科技研究所
大中专毕业生岗前就业实训基地——济南数控模具科技研究所多年来主要开展CAD/CAM高级编程、UG五轴编程、数控机床维修、UG模具设计、逆向造型、工业机器人、3D打印等岗前培训。一次报名终身学习,培训期间,老师采用阶段性测试,充分把控学员学习进度,小班授课、一对一辅导、理论与实践相结合、学会为止,学完后免费推荐就业。研究所长期为学员提供技术支持及就业服务。济南数控模具科技研究所全体师生欢迎您的参观与学习,研究所现位于济南市章丘区世纪大道12510号。
咨询热线:0531-85708996




最新产品
同类文章排行
- 懂不懂CNC,看了这个才能吹!
- 加工精度知识大全,整理的太全了,速收藏~
- 牢记这20个机械设计知识点,减少犯错几率!
- 智能工厂的下一步是什么?展望工业5.0
- 数控刀具材料及选用大全,再也不用盲目选刀了!
- 在普通立式铣床上加工链轮齿面
- 大学生学习机械专业能干啥
- 数控加工过程中减少铝件加工变形的方法大全!
- 从事数控加工看铁屑颜色,你会判断切削温度吗?
- 机械加工基本常识,不懂你就别干了!
最新资讯文章
您的浏览历史
