以不锈钢医用螺钉为例,针对零件材质塑性不足和小批量加工成本高的问题进行深入分析,使用数控机床加工弥补专用机床冷挤压加工螺纹的不足;通过设计支撑夹具和编制数控宏程序来改善螺纹加工方法,解决医用螺钉刚性较差和车削螺纹时切削力过大的难题,为小批量特种材质螺钉的生产提供了参考方案。
普通木螺钉广泛使用在家具制造业中,大多数木螺钉材质为Q235A,采用冷挤压成形,具有成本低、效率高和产量大的优点。在人体中使用的螺钉虽然与普通木螺钉结构相似,但是它必须具有一定的强度和耐腐蚀性。使用1Cr18Ni9Ti不锈钢材料制作的医用螺钉,受材质、小批量生产及需要制作专用刀具等因素的影响,基本无法通过专用机床冷挤压成形。
对于小批量医用螺钉生产,可以使用数控机床加工来弥补专用机床加工的不足。医用螺钉直径小,螺距相对于直径来说比较大,刚性较差,在普通车床用成形刀具加工螺纹,切削抗力随着刀具的切削深度增大而逐渐加大。由于医用螺钉直径小、长度长,即使在工艺上有支撑方法抵消大部分切削抗力,也容易引起螺钉变形而无法切削,所以采用普通车床很难加工。数控机床加工具有效率高、适应性强的优点,用宏程序车削螺纹,刀具与工件接触面积基本恒定,且不会随着刀具的切削深度增加而使切削抗力变大,但对于刚性较差的医用螺钉也容易引起变形、弯曲。本文对医用不锈钢螺钉的加工进行深入研究,在数控车床上通过合理的工艺设置,解决不锈钢材质不易切削的问题[1]。通过设计支撑夹具和编制宏程序分层车削,解决了螺纹加工刚性不足的问题。
根据医用螺钉几何特征,对加工刀具的轨迹做出合理的规划,是加工出合格零件的关键。数控机床加工螺纹使用的是硬质合金涂层刀片,要根据刀片的耐受线速度v,计算出车削医用螺钉的合理主轴转速,才能保证刀具的合理使用寿命。计算公式为
v=πDn/1000
式中,v为线速度(m/min);D为回转直径(mm);n为主轴转速(r/min)。
医用螺钉螺纹加工中根据刀具受力情况分析,主切削力消耗占机床总功率的90%以上,进给抗力消耗占机床总功率的5%以上,如果使用成形刀具在数控机床上加工螺纹,随着刀具的切削深度增加,刀具与工件的接触面积变大,切削抗力也逐步增大,容易引起零件振动、变形和弯曲而无法车削[2]。
由此可知,传统的成形刀具不能满足医用螺钉的加工要求。为此改进加工方法,使用数控35°仿形车刀,通过编制宏程序控制刀尖轨迹按螺纹牙型形状运动,刀尖走完牙型后再分层进给车削,这样刀具与工件接触面积基本恒定,刀具在车削中的切削力也基本保持恒定且较小,克服了传统螺纹成形刀具切削抗力越来越大的弊端。
4.1刀具材料的选择
医用螺钉主要用于人工关节与人骨的联接,需要有一定的强度和抗腐蚀能力,因此选择防酸、防碱,耐腐蚀且有一定强度的1Cr18Ni9Ti不锈钢材质。这种不锈钢具有强度高、塑性较大以及在加工中硬化严重的特性,在切削中刀具承受的切削抗力大,容易造成医用螺钉变形严重,且刀具承受较高的切削温度,容易形成切削瘤。由于医用螺钉容易产生加工硬化现象,使其加工变得困难,所以应选择不易粘结,耐热性、耐磨性和导热性好的刀片,同时在加工中要充分冷却,选择散热性好的水基切削液较为合理[3]。
4.2医用螺钉零件结构及尺寸
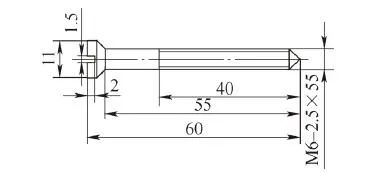
图1所示医用螺钉规格为M6-2.5mm×55mm,外圆直径为6mm,螺距为2.5mm,牙底槽宽0.4mm,牙顶槽宽0.05mm,牙形角60°,长55mm,右端最大直径11mm。由于零件刚性较差,螺距相对于直径来说比较大,所以在如何增强工件装夹刚性,以及数控加工宏程序的合理编制方面都存在一定的困难。

a)三维图
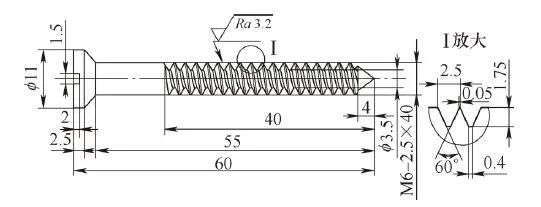
b)结构及尺寸
图1医用螺钉
4.3加工工艺
医用螺钉为小批量生产,如果采用通用的一夹一顶方式车削螺纹,由于工件刚性差,无法承受切削力,会在工件中间产生弯曲变形,所以车削螺纹时必须对工件全程支撑,保证工件在支撑夹具中稳定可靠,防止工件因变形而无法加工。需要设计专用车削螺纹全程支撑夹具,来辅助支撑螺钉[4]。
零件螺距比较大,为了降低切削螺纹时的切削抗力,防止零件变形,选用硬质合金碳化钛涂层35°仿形车刀,采用轨迹合成法编制宏程序分层切削螺纹,可大大降低车削螺纹时的切削抗力,且保持基本恒定。
医用螺钉加工过程如图2所示。具体步骤为:①两个零件连起来加工,中间多留15mm以方便自定心卡盘装夹,两端各多留的7mm用作钻中心孔的工艺头。②一夹一顶车削直径6mm和11mm外圆。③夹6mm外圆车削去掉工艺头,这样中心孔也被去除,零件两端才可以车削出完整锥度。④夹11mm外圆,用支撑夹具支撑医用螺钉6mm外圆,用宏程序车削螺纹。⑤把两件连接在一起的螺钉切断后平长短,保证60mm尺寸。⑥在卧式铣床上用立式回转工作台装夹,用锯片铣刀铣1.5mm宽的槽。

a)下料两端钻中心孔
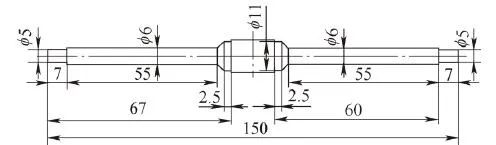
b)车削外圆留工艺头
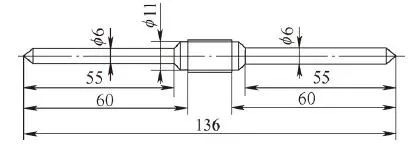
c)切去工艺头后车削锥度
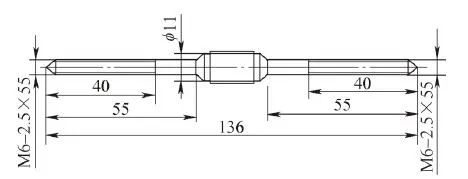
d)用夹具支撑车削螺纹
e)切断后平长短,在铣床上开槽
图2医用螺钉加工过程
4.4螺纹车削支撑夹具工作原理
螺纹车削支撑夹具如图3所示,医用螺钉在加工时两件为一体互为装夹加工,目的是方便实现分工序小批量生产;支撑套材质为HT200灰铸铁,其具有摩擦系数小的特性。支撑套上面的凸台起到轴向定位作用;夹具上两个螺钉的作用是把支撑套和夹具体联接紧固;夹具体的左端起到定位支撑套的作用,右端是标准的莫氏5号锥度。夹具装到数控机床的尾座中,加工螺纹时移动尾座,使夹具中的支撑套支撑螺钉外圆车削螺纹,螺钉车削螺纹全程被支撑夹具支撑,螺纹切削抗力基本被抵消[5]。数控车削加工螺纹如图4所示。
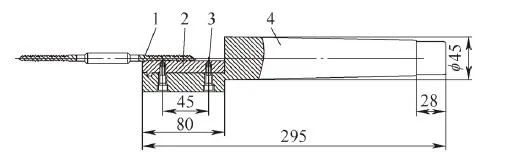
a)局部剖视图
1—医用螺钉2—支撑套3—螺钉4—夹具体
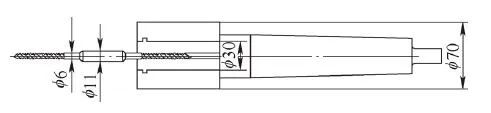
b)正视图

c)三维图
图3螺纹车削支撑夹具
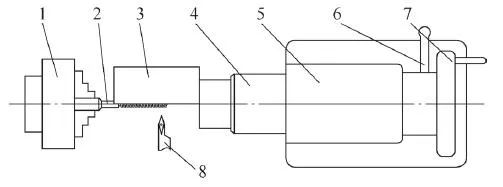
图4数控车削加工螺纹
1—自定心卡盘2—医用螺钉3—支撑夹具4—机床尾座套管
5—机床尾座6—尾座锁紧手柄7—尾座手轮8—35°数控仿形车刀
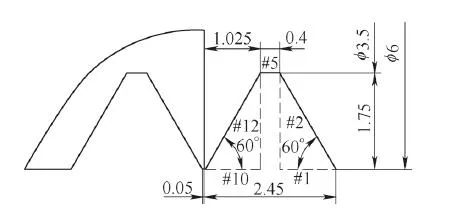
图5 宏程序关系
4.5宏程序编制
在零件加工各要素中,宏程序编制是关键,下面针对FANUC0i系统数控车床,对螺纹加工进行宏程序编制。宏程序编制原理:刀具每次在螺纹牙型形状中确定一个点,移动一个螺距;刀具回到起点再沿着螺纹的牙型形状移动一个点,再移动一个螺距;直到车削出整个牙型的形状后,再通过坐标系偏移实现分层进给车削,最终车削出完整牙型形状[6]。图5所示为宏程序关系,二级嵌套程序如下。
T0101;
M03S800;
#8=1.75;
N10G52X#8Z0;
G00X6Z2.45;
#1=0;
N20#2=#1*TAN[60];
#3=6-2*#1;
#4=2.45-#2;
G0X#3Z#4;
G32X#3Z-55F2.5;
G00X7;
G00Z2.45;
#1=#1+0.1;
IF[#1LE1.025]GOTO20
#5=0;
N30#6=1.425-#5;
#7=3.5;
G00X#7Z#6;
G32X#7Z-55F2.5;
G0X7Z1.425;
G0Z1.425;
#5=#5+0.1;
IF[#5LE0.4]GOTO30;
#10=0;
N40#12=#10*TAN[60];
#13=3.5+2*#12;
#14=1.025-#10;
G0X#13Z#14;
G32X#13Z-55F2.5;
G00X7;
G00Z1.025;
#10=#10+0.1;
IF[#10LE1.025]GOTO40;
G52X0Z0;
#8=#8-0.5;
IF[#8GE0]GOTO40;
G00X100Z10;
M30;
4.6加工注意事项及质量检测
在医用螺钉的加工过程中,外圆直径6mm这一尺寸的误差应控制在0.04mm左右,如果外圆直径误差较大,就会造成支撑夹具中直径6mm半圆孔与螺钉外圆的吻合度差,夹具的支撑作用会减弱,车削中就会出现振动或工件变形。同时,车削螺纹时一定要保持刀片锋利,中途不能换刀,否则易出现螺纹乱扣现象。
用千分尺测量医用螺钉直径6mm外圆尺寸,用卡尺测量螺纹的螺距,用表面粗糙度比较仪测量螺纹表面粗糙度值Ra3.2μm是否达标。经检测,零件完全达到尺寸要求,能够满足使用要求。
通过医用螺钉数控加工原理分析,完成了医用螺钉支撑夹具设计和宏程序编制,实现了医用螺钉的数控加工,弥补了冷挤压普通螺钉的诸多不足。用较低的成本完成了医用螺钉的小批量加工,这种使用数控机床加工医用螺钉的方法,为特种材质相似螺钉的加工提供了参考。






