

实例工艺分析
一、工件图样
二、工艺分析
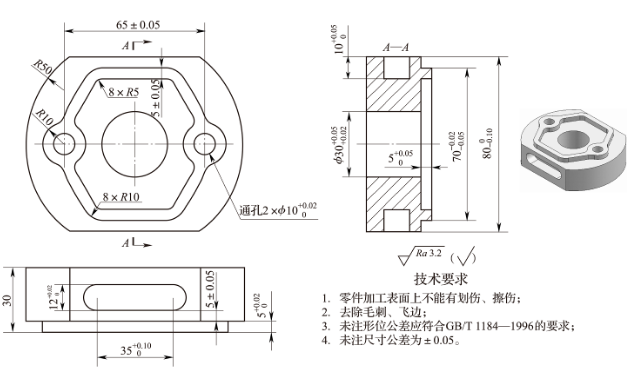
毛坯外形尺寸为Φ100mm×30mm,表面为已加工表面,不需要加工。根据图所示,零件的主要加工内容包括平面加工、轮廓加工、型腔加工、槽加工和孔加工等。为了加工出满足图样要求的零件,根据工件图样确定加工工步如下。
1.在Φ100mm的圆柱表面上有两个平行的平面,并且在每个平面上各有一个宽度为12mm、长为35mm的键槽。平面与键槽有一定的尺寸和形位公差要求。加工时,首先加工第一个平面和平面上的键槽,然后翻转工件加工对面的平面和键槽。选择刀具时为了减少换刀次数,根据键槽宽度选择Φ10mm的平底铣刀。
2.外轮廓是一个近似的正六边形,尺寸为70mm,公差要求比较严。编程时,可采用刀补的方式进行编程。加工时,通过设置不同的刀补值实现轮廓的粗精加工。外轮廓中存在四个R10mm的凹圆弧,选择刀具时,刀具半径不能大于10mm,本例选择Ф16mm的平底铣刀。
3.内轮廓也是一个近似的正六边形,加工时,考虑到残料较多,因此,在设计刀具路径时,安排粗、精加工刀具路径。选择刀具时,粗加工选择Ф16mm平底铣刀,精加工选择Ф8mm平底铣刀。
4.工件的中心是一个Ф30mm孔,公差要求比较严,加工时,首先选择Ф16mm的平底铣刀进行粗加工,留0.15mm的加工余量,然后选择Ф30mm镗孔刀具进行精加工。
5.两个Ф10mm的通孔放在最后进行加工,孔有一定的尺寸和形位公差要求。加工时,首先利用中心钻加工出两个定位孔,然后选择Ф9.8mm的钻头进行钻孔,最后选择Ф10mm的铰刀来控制尺寸。
众跃教育
想了解更多详情,请打电话给我们。。。

此文关键字:实例工艺分析




最新产品
同类文章排行
- 懂不懂CNC,看了这个才能吹!
- 加工精度知识大全,整理的太全了,速收藏~
- 牢记这20个机械设计知识点,减少犯错几率!
- 智能工厂的下一步是什么?展望工业5.0
- 数控刀具材料及选用大全,再也不用盲目选刀了!
- 在普通立式铣床上加工链轮齿面
- 大学生学习机械专业能干啥
- 数控加工过程中减少铝件加工变形的方法大全!
- 从事数控加工看铁屑颜色,你会判断切削温度吗?
- 机械加工基本常识,不懂你就别干了!
最新资讯文章
您的浏览历史
