

小型高速卧式加工中心J3,如何降本增效?,数控培训,数控机床操作,数控维修,UG培训
“降本增效”素来都是企业不断追求的目标,零部件加工企业尤为突出。可是要想有效降低成本其最重要的途径之一就是提高加工速度、缩短节拍。本文所带来的牧野J3卧式加工中心作为生产线上的核心设备,具有占地小、精度高、速度快、适用范围广等特点,非常适合中小型零部件,尤其是中小型汽车零部件及铝压铸件的高产量加工。。

▌ 超越同级水准的加工性能
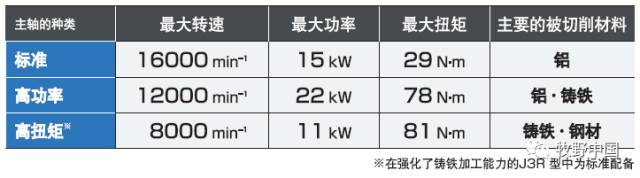
J3在确保切削性和整体平衡性的前提下,采用了HSK-A50主轴,更加突出了灵敏性和优异的切削性,其加工能力远高于BT30,而灵敏性又不输BT40。客户可根据被加工材料及切削条件选择不同规格类型主轴,选择参考如下:
▌ 实现更高切削性能的设计
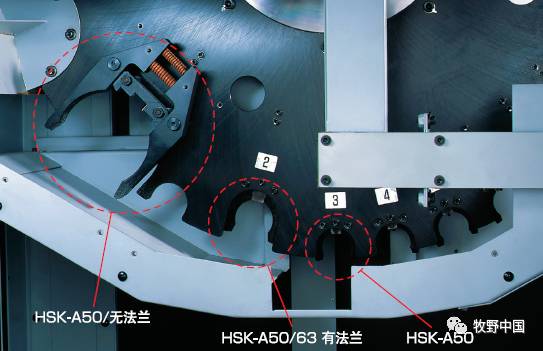
牧野在技术上不断寻求突破,为扩大J3的加工范围、缩短节拍、提高加工性能,J3采用了与HSK-A63刀柄性能相当的HSK-A50/63法兰刀柄,其好处就是提高了主轴与刀柄的连接刚性,在粗加工时改善表面粗糙度,提高面铣刀加工时的平面度及加工速度,从而实现更高品质的加工。此外,J3还可结合使用有法兰刀具、无法兰刀具和智能刀具等方式进行柔性加工以更好地满足中小型汽车零部件高效、高速、高精度加工。

所谓无法兰刀具,就是在考虑使用角度头时,以往使用定位块/销和主轴来承受加工力,但刚性太弱需降低切削参数,存在很多限制。为此牧野研发了用主轴头端面受力结构的刀具,可以在X、Y、Z三个方向同时定位,此类刀具即是无法兰刀具。
智能刀具就是使用加工中心来实现原来只有专机才能实现的加工,着眼于工序集中,减少刀具数量、降低节拍。
因此,J3的刀库就可同时容纳HSK-A50、HSK-A50/63有法兰和HSK-A50无法兰等几种不同类型的刀柄,突破了刀库中只能容纳同一尺寸刀柄的限制,使加工中选择最恰当的刀柄成为可能。
▌ 维持高品质加工的快速切屑处理
为防止切屑卷入主轴,在换刀前、中、后都会对主轴端面、主轴头上部、ATC刀库门、刀柄及刀柄锥孔等部位进行强力清洗和吹气,以确保没有残留切屑进入主轴。在加工中产生的大量切屑,则被各种冷却液(主轴喷嘴、过顶喷淋、切屑槽、床身冷却液等)瞬间冲刷,快速排到机外。

▌ 缩短节拍、提高效率
J3通过加快主轴及各轴优异的加/减速特性,使机床响应性得到飞跃性提升。Z轴加速度高达2G,快移速度和切削速度分别可达60m/min和50m/min,有效缩短定位时间、自动换刀时间和工作台分度时间,从而缩短了非切削时间。主轴在0.6s内即可达到16000rpm/min,更可实现5000rpm/min的高速攻丝。切屑到切屑时间也仅为2.5s。
在对ABS阀体加工中,先前采用了牧野8台旧有机型,后改用8台J3,使设备成本大大降低,但产量却增加了20%,安装空间削减45%,单位面积的生产率提高了两倍以上。

▌ 节能环保的优秀设计
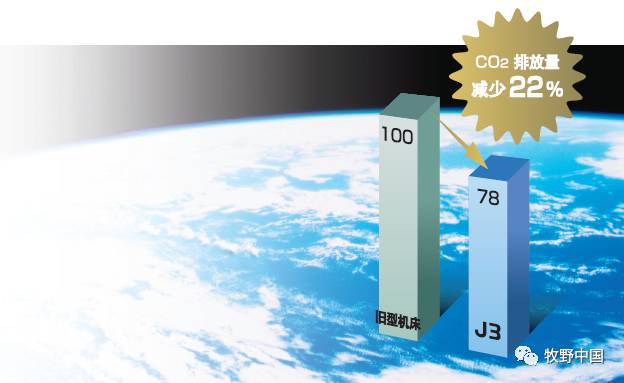
凭借高速、高加速单元缩短加工时间;各种冷却功能和特殊排屑管理系统及自动断电等多项节能环保措施,有效减少CO2排放量22%。
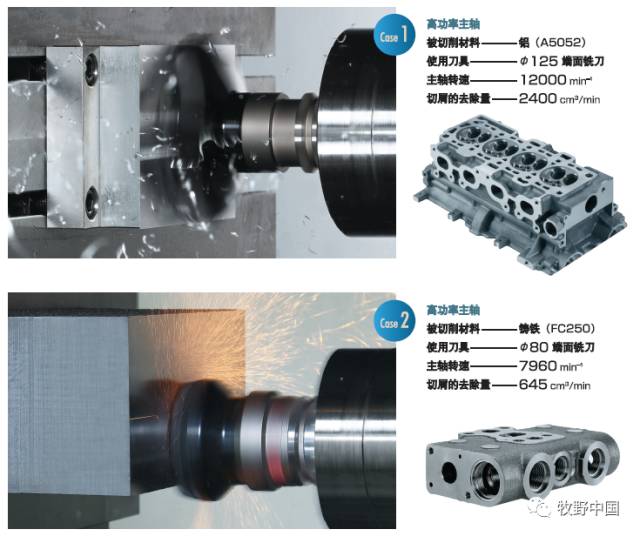
▌ 高刚性结构带来的高切削性能案例





最新产品
同类文章排行
- 加工中心有哪些不同的刀柄?你知道几个?
- 把握刀具与机床的匹配性要点
- 4缸、6缸、8缸、10缸、12缸发动机发动机是怎么工作的?
- 加工中心G指令一览表,值得收藏。
- 机加工工艺基础全集!
- 什么是表面粗糙度,你真懂吗?
- 直线度、平面度、圆度、圆柱度...你都了如指掌了吗?
- 螺栓、螺钉、螺丝三个概念有什么区别?
- 线切割的加工价格计算方法!
- 螺纹锥度算法!
最新资讯文章
您的浏览历史
