

刀尖圆角半径,原来还有这么多知识点!

中国智能制造工程师培训基地
11年案例教学法,一线企业实战经验
一对一教学,因材施教
工程师岗位,高薪就业
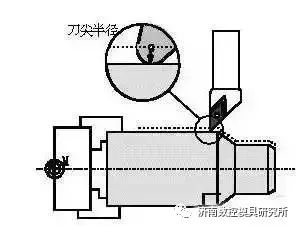
主切削刃同副切削刃相交会形成刀尖圆角。如下图:

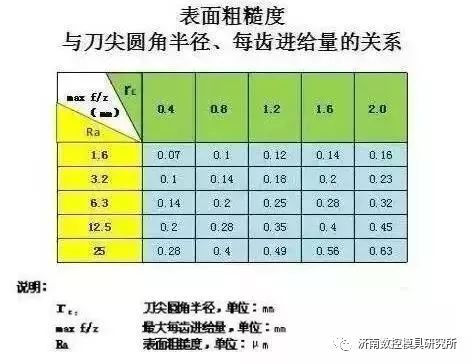
车刀尖角半径直接影响加工表面的光洁度。半径越大,表面越光滑。如下表所示:
但是,如果半径过大,由于刀具和工件接触过大,会产生震颤。相反,如果半径过小,刀尖会变弱,会很快磨损。需要经常重新磨锋利。圆角半径一般为0.3~0.4mm。
数控车床加工时,需要对圆角半径进行补偿。
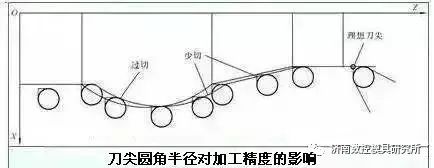
编程时,通常都将车刀刀尖作为一点来考虑,但实际上刀尖处存在圆角。当用按理论刀尖点编出的程序进行端面、外径、内径等与轴线平行或垂直的表面加工时,是不会产生误差的。但在进行倒角、锥面及圆弧切削时,则会产生少切或过切现象,如图所示。具有刀尖圆弧自动补偿功能的数控系统能根据刀尖圆弧半径计算出补偿量,避免少切或过切现象的产生。
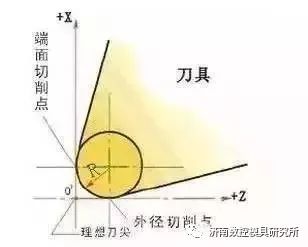
1) 车削端面和内、外圆柱面,下图所示是一带圆弧的刀尖及其方位。编程和对刀使用的刀尖点是理想刀尖点,由于刀尖圆弧的存在,实际切削点是刀尖圆弧和切削表面的相切点。车端面时,刀尖圆弧的实际切削点与理想刀尖点的Z坐标相同;车外圆面和内孔时,实际切削点与理想刀尖点的X坐标值相同。因此,车端面和内、外圆柱面时不需要进行刀尖圆弧半径补偿。
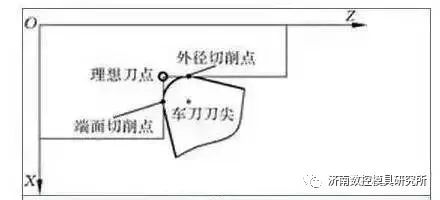
2) 车削锥面和圆弧面当加工锥面和圆弧面时,即加工轨迹与机床轴线不平行时,实际切削点与理想刀尖点之间在X、Z坐标方向都存在位置偏差,刀尖圆弧半径对加工精度的影响如下图所示。如果以理想刀尖点编程,会出现少切或过切现象,造成加工误差。刀尖圆弧半径越大,加工误差就越大。
十一年案例教学法:让学员学习过程更加贴近实际!
因材施教,一对一小班授课:让每个学员都有自己的学习方案,一步一个脚印,扎实进步!
工程师岗位就业:让每一个毕业的学员,高薪就业不再是梦!
咨询热线:0531-85708996 400-0919317




最新产品
同类文章排行
- 加工中心有哪些不同的刀柄?你知道几个?
- 把握刀具与机床的匹配性要点
- 4缸、6缸、8缸、10缸、12缸发动机发动机是怎么工作的?
- 加工中心G指令一览表,值得收藏。
- 机加工工艺基础全集!
- 什么是表面粗糙度,你真懂吗?
- 直线度、平面度、圆度、圆柱度...你都了如指掌了吗?
- 螺栓、螺钉、螺丝三个概念有什么区别?
- 线切割的加工价格计算方法!
- 螺纹锥度算法!
最新资讯文章
您的浏览历史
