

铰孔加工十大难题及十大解决方案,太有价值了!
点”济南数控模具科技研究所”关注
行业前沿、机械视频,数控加工技术、3D打印、工业机器人、生产工艺、模具、机床、等前沿资讯在这里等你哦
在铰孔加工过程中,经常出现孔径超差、内孔表面粗糙度值高等诸多问题。
问题产生的原因
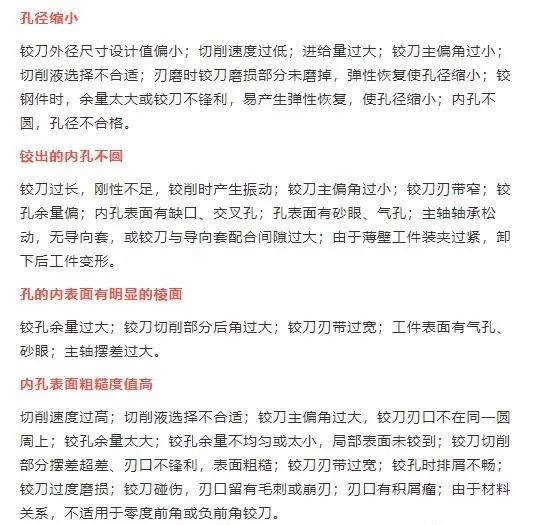
孔径增大,误差大
铰刀外径尺寸设计值偏大或铰刀刃口有毛刺;切削速度过高;进给量不当或加工余量过大;铰刀主偏角过大;铰刀弯曲;铰刀刃口上粘附着切屑瘤;刃磨时铰刀刃口摆差超差;切削液选择不合适;安装铰刀时锥柄表面油污未擦干净或锥面有磕碰伤;锥柄的扁尾偏位装入机床主轴后锥柄圆锥干涉;主轴弯曲或主轴轴承过松或损坏;铰刀浮动不灵活;与工件不同轴;手铰孔时两手用力不均匀,使铰刀左右晃动。
铰刀的使用寿命低
铰刀材料不合适;铰刀在刃磨时烧伤;切削液选择不合适,切削液未能顺利地流动切削处;铰刀刃磨后表面粗糙度值太高。
铰出的孔位置精度超差
导向套磨损;导向套底端距工件太远;导向套长度短、精度差;主轴轴承松动。
铰刀刀齿崩刃
铰孔余量过大;工件材料硬度过高;切削刃摆差过大,切削负荷不均匀;铰刀主偏角太小,使切削宽度增大;铰深孔或盲孔时,切屑太多,又未及时清除;刃磨时刀齿已磨裂。
铰刀柄部折断
铰孔余量过大;铰锥孔时,粗精铰削余量分配及切削用量选择不合适;铰刀刀齿容屑空间小,切屑堵塞。
铰孔后孔的中心线不直
铰孔前的钻孔偏斜,特别是孔径较小时,由于铰刀刚性较差,不能纠正原有的弯曲度;铰刀主偏角过大;导向不良,使铰刀在铰削中易偏离方向;切削部分倒锥过大;铰刀在断续孔中部间隙处位移;手铰孔时,在一个方向上用力过大,迫使铰刀向一端偏斜,破坏了铰孔的垂直度。

解决措施
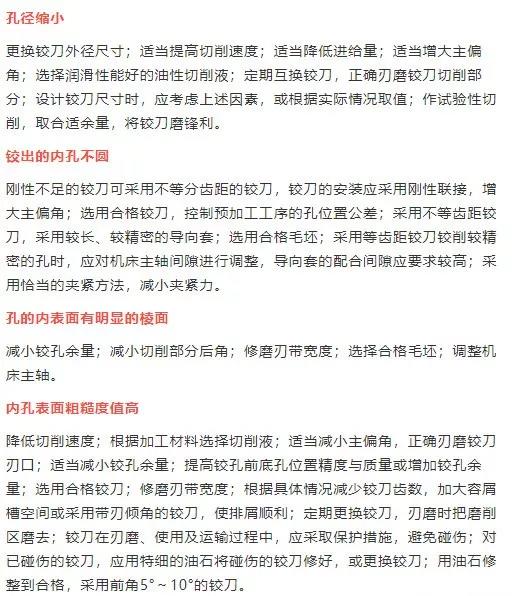
孔径增大,误差大
根据具体情况适当减小铰刀外径;降低切削速度;适当调整进给量或减少加工余量;适当减小主偏角;校直或报废弯曲的不能用的铰刀;用油石仔细修整到合格;控制摆差在允许的范围内;选择冷却性能较好的切削液;安装铰刀前必须将铰刀锥柄及机床主轴锥孔内部油污擦净,锥面有磕碰处用油石修光;修磨铰刀扁尾;调整或更换主轴轴承;重新调整浮动卡头,并调整同轴度;注意正确操作。
铰刀的使用寿命低
根据加工材料选择铰刀材料,可采用硬质合金铰刀或涂层铰刀;严格控制刃磨切削用量,避免烧伤;经常根据加工材料正确选择切削液;经常清除切屑槽内的切屑,用足够压力的切削液,经过精磨或研磨达到要求。
铰出的孔位置精度超差
定期更换导向套;加长导向套,提高导向套与铰刀间隙的配合精度;及时维修机床、调整主轴轴承间隙。
铰刀刀齿崩刃
修改预加工的孔径尺寸;降低材料硬度或改用负前角铰刀或硬质合金铰刀;控制摆差在合格范围内;加大主偏角;注意及时清除切屑或采用带刃倾角铰刀;注意刃磨质量。
铰刀柄部折断
修改预加工的孔径尺寸;修改余量分配,合理选择切削用量;减少铰刀齿数,加大容屑空间或将刀齿间隙磨去一齿。
铰孔后的孔中心线不直
增加扩孔或镗孔工序校正孔;减小主偏角;调整合适的铰刀;调换有导向部分或加长切削部分的铰刀;注意正确操作。
济南数控模具科技研究所
大中专毕业生岗前就业实训基地——济南数控模来主要开展CAD/CAM高级编程、UG五轴编程、数控机床维修、注塑模具设计、冲压模具设计、逆向造型、工业机器人、3D打印等岗前培训。一次报名终身学习,培训期间,老师采用阶段性测试,充分把控学员学习进度,小班授课、一对一辅导、理论与实践相结合、学会为止,学完后免费推荐就业。研究所长期为学员提供技术支持及就业服务。济南数控模具科技研究所全体师生欢迎您的参观与学习,研究所现位于济南市章丘区潘王路20333号A4栋4号门。
咨询热线:0531-85708996




最新产品
同类文章排行
- 加工中心有哪些不同的刀柄?你知道几个?
- 把握刀具与机床的匹配性要点
- 4缸、6缸、8缸、10缸、12缸发动机发动机是怎么工作的?
- 加工中心G指令一览表,值得收藏。
- 机加工工艺基础全集!
- 什么是表面粗糙度,你真懂吗?
- 直线度、平面度、圆度、圆柱度...你都了如指掌了吗?
- 螺栓、螺钉、螺丝三个概念有什么区别?
- 线切割的加工价格计算方法!
- 螺纹锥度算法!
最新资讯文章
您的浏览历史
